” A calibração garante uma boa medição.” ![]()
Para ilustrar melhor as definições acima, vamos tomar como exemplo a medição de um lápis utilizando-se uma régua.

- GRANDEZA -> comprimento - grandeza dimensional
- MENSURANDO -> lápis
- SISTEMA DE MEDIÇÃO -> nesse caso é o próprio instrumento de medição -> régua
- MÉTODO DE MEDIÇÃO -> medição direta (faz-se a leitura diretamente no instrumento de medição)
- RESULTADO DA MEDIÇÃO -> no exemplo o valor medido é 136 mm, o resultado deve ser expresso numericamente e ter uma unidade de medida rastreável ao SI (Sistema Internacional de Unidade).
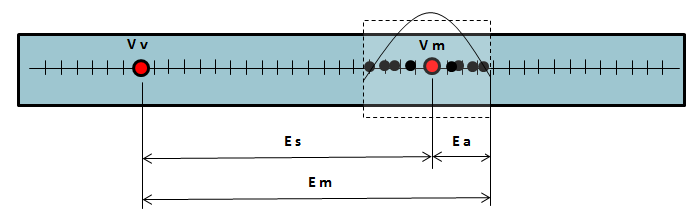
Quando fazemos uma série de medições com razoável exatidão de uma grandeza conhecida obtemos valores com uma determinada dispersão, conforme ilustrado na figura abaixo:
v -> Valor verdadeiro
Vm -> Valor médio (média entre todas as medidas realizadas)
Es -> Erro sistemático (Es = Vv – Vm)
Ea -> Erro aleatório (é determinado utilizando-se métodos estáticos)
Em -> Erro da medição
Valor verdadeiro:
Valor de uma grandeza compatível com a definição da grandeza.
NOTA 1 Na Abordagem de Erro para descrever as medições, o valor verdadeiro é considerado único e, na prática, impossível de ser conhecido. A Abordagem de Incerteza consiste no reconhecimento de que, devido à quantidade intrinsecamente incompleta de detalhes na definição de uma grandeza, não existe um valor verdadeiro único, mas um conjunto de valores verdadeiros consistentes com a definição. Entretanto, este conjunto de valores é, em princípio e na prática, impossível de ser conhecido. Outras abordagens evitam completamente o conceito de valor verdadeiro e avaliam a validade dos resultados de medição com auxílio do conceito de compatibilidade metrológica.
NOTA 2 No caso particular de uma constante fundamental, considera-se que a grandeza tenha um valor verdadeiro único.
NOTA 3 Quando a incerteza definicional, associada ao mensurando, é considerada desprezível em comparação com os outros componentes da incerteza de medição, pode-se considerar que o mensurando possui um valor verdadeiro “essencialmente único”. Esta é a abordagem adotada pelo GUM e documentos associados, onde a palavra “verdadeiro” é considerada redundante.
Erro sistemático:
Componente do erro de medição que, em medições repetidas, permanece constante ou varia de maneira previsível.
NOTA 1 Um valor de referência para um erro sistemático é um valor verdadeiro, ou um valor medido de um padrão com incerteza de medição desprezível, ou um valor convencional.
NOTA 2 O erro sistemático e suas causas podem ser conhecidos ou desconhecidos. Pode-se aplicar uma correção para compensar um erro sistemático conhecido.
NOTA 3 O erro sistemático é igual à diferença entre o erro de medição e o erro aleatório.
Erro aleatório:
Componente do erro de medição que, em medições repetidas, varia de maneira imprevisível.
NOTA 1 O valor de referência para um erro aleatório é a média que resultaria de um número infinito de medições repetidas do mesmo mensurando.
NOTA 2 Os erros aleatórios de um conjunto de medições repetidas formam uma distribuição que pode ser resumida por sua esperança matemática ou valor esperado, o qual é geralmente assumido como sendo zero, e por sua variância.
NOTA 3 O erro aleatório é igual à diferença entre o erro de medição e o erro sistemático.
“A Calibração evita erros nas medidas” ![]()
” A calibração garante uma boa medição.” ![]()
Toda vez que calibramos um instrumento de medição temos que calcular a incerteza de medição, levando em conta toda a cadeia de rastreabilidade, ou seja, não basta evidenciar que o padrão utilizado na calibração foi calibrado por um laboratório credenciado.
É importante que conste no certificado de calibração do instrumento de modo claro a incerteza de medição acumulada, levando em conta além da incerteza padrão, toda as incertezas que afetam a calibração do referido instrumento. A rastreabilidade de uma medição é definida pelo VIM (Vocabulário Internacional de Metrologia), conforme segue:
Cadeia de Rastreabilidade: Sequência de padrões e calibrações utilizada para relacionar um resultado de medição a uma referência.
- Uma cadeia de rastreabilidade é definida através de uma hierarquia de calibração.
- Uma cadeia de rastreabilidade é utilizada para estabelecer a rastreabilidade metrológica de um resultado de medição.
- Uma comparação entre dois padrões pode ser considerada como uma calibração se ela for utilizada para verificar e, se necessário, corrigir o valor e a incerteza de medição atribuídos a um dos padrões.
Hierarquia de Calibração: Seqüência de calibrações desde uma referência até o sistema de medição final, em que o resultado de cada calibração depende do resultado da calibração precedente.
- A incerteza de medição necessariamente aumenta ao longo da seqüência de calibrações.
- Os elementos de uma hierarquia de calibração são um ou mais padrões e sistemas de medição operados de acordo com um procedimento de medição.
- Para esta definição, a “referência” pode ser uma definição de uma unidade de medida por meio de sua realização prática, um procedimento de medição, ou um padrão.
- Uma comparação entre dois padrões pode ser considerada como uma calibração se ela for utilizada para verificar e, se necessário, corrigir o valor e a incerteza de medição atribuídos a um dos padrões.
Rastreabilidade Metrológica: Propriedade de um resultado de medição pela qual tal resultado pode ser relacionado a uma referência através de uma cadeia ininterrupta e documentada de calibrações, cada uma contribuindo para a incerteza de medição.
- Para esta definição, a “referência” pode ser uma definição de uma unidade de medida por meio de sua realização prática, ou um procedimento de medição que engloba a unidade de medidapara uma grandeza não ordinal, ou um padrão.
- A rastreabilidade metrológica requer uma hierarquia de calibração estabelecida.
- A especificação da referência deve compreender a data em que ela foi utilizada noestabelecimento da hierarquia de calibração, juntamente com qualquer outra informação metrológica relevante sobre a referência, tal como a data na qual foi realizada a primeira calibração da hierarquia de calibração.
- Para medições com mais de uma grandeza de entrada no modelo de medição, cada valor de entrada deve ter sua própria rastreabilidade e a hierarquia de calibração envolvida pode formar uma estrutura ramificada ou uma rede. O esforço envolvido no estabelecimento da rastreabilidade metrológica para cada valor da grandeza de entrada deve ser proporcional à sua contribuição relativa para o resultado de medição.
- A rastreabilidade metrológica de um resultado de medição não assegura que a incerteza de medição seja adequada para um dado objetivo ou que exista uma ausência de erros humanos.
- Uma comparação entre dois padrões pode ser considerada como uma calibração se ela for utilizada para verificar e, se necessário, corrigir o valor e a incerteza de medição atribuídos a um dos padrões.
- O ILAC considera que os elementos necessários para confirmar a rastreabilidade metrológica são uma cadeia de rastreabilidade ininterrupta a um padrão internacional ou a um padrão nacional, uma incerteza de medição documentada, um procedimento de medição documentado, uma competência técnica reconhecida, a rastreabilidade metrológica ao SI e os intervalos entre calibrações (ver ILAC P-10:2002).
- O termo abreviado “rastreabilidade” é, às vezes, utilizado com o significado de “rastreabilidade metrológica”, assim como de outros conceitos, tais como “rastreabilidade de uma amostra, de um documento, de um instrumento ou de um material”, em que o histórico de um item é importante. Portanto, é preferível utilizar o termo completo “rastreabilidade metrológica” para evitar quaisquer dúvidas.
A rastreabilidade em um processo de medição é fundamental, visto que ela assegura uma referência de medida internacional com os respectivos acúmulos das incertezas de medição além de assegurar uma uniformização das unidades de medidas (SI).
 Hierarquia do Sistema Metrológico
Hierarquia do Sistema Metrológico
Influência sobre o Consumidor
Medição de parâmetros em processos produtivos: Instrumentos utilizados para medir etapas de processos de fabricação como temperatura de fornos, medidas dimensionais de peças, massas, volumes, etc que fazem parte de algum processo produtivo.
Medição de produtos vendidos ao consumidor: Instrumentos utilizados para medição de produtos que são vendidos diretamente ao consumidor e podem ser pré ou pós medidos, como pacotes de bolachas, latas de refrigerante, etc.
Medição na área da saúde e seguranaça do trabalho: Instrumentos que são utilizados na medição de pressão arterial, temperatura clínica, detector de gases, decibelímetros, luxímetros, etc
Medição em fiscalizações: Instrumentos que são utilizados para aplicar multas e ou autoações, como radares, decibelímetros, bafômetros, etc
Medição em cobrança de tarifas: Instrumentos que são utilizados para contabilizar consumo, como hidrômetros residenciais, medidor de consumo de energia elétrica, etc
Além dos exemplos acima existe ainda uma gama bastante grande de instrumentos que podem afetar o nosso dia a dia, diante disso cabe observar a importância de se efetuar uma medição correta (RASTREADA) , visto que nós como consumidores acabamos sendo afetados direta ou indiretamente por ela.
Conforme podemos observar na figura acima a incerteza de medição vai aumentando conforme descemos na pirâmide e isso afeta bastante o resultado da medição, pois podemos estar medindo correto, porém com um nível de incerteza muito alto, podendo acarretar prejuízos a consumidores, fabricantes e comerciantes.
“A Calibração evita erros nas medidas” ![]()

Siga-nos!